







氧化鋁耐磨陶瓷干壓成型技術僅限于形狀單純且內壁厚度超過1mm,長度與直徑之比不大于4∶1的物件。根據工作條件不同,生產工藝也有所不同,可采用直接粘貼、螺栓裝卡法。成型方法有單軸向或雙向。壓機有液壓式、機械式兩種,可呈半自動或全自動成型方式。壓機較大壓力為200Mpa。產量每分鐘可達15~50件。由于液壓式壓機沖程壓力均勻,故在粉料充填有差異時壓制件高度不同。而機械式壓機施加壓力大小因粉體充填多少而變化,易導致燒結后尺寸收縮產生差異,影響產品質量。
注漿成型法:注漿成型是氧化鋁耐磨陶瓷使用早的成型方法。燒結即將坯體內顆粒間空洞排除,將少量氣體及雜質有機物排除,使顆粒之間相互生長結合,形成新的物質的方法,有些氧化鋁陶瓷材料在完成燒結后,尚需進行精加工。由于采用石膏模、成本低且易于成型大尺寸、外形復雜的部件。注漿成型的關鍵是氧化鋁漿料的制備。通常以水為熔劑介質,再加入解膠劑與粘結劑,充分研磨之后排氣,然后倒注入石膏模內。由于石膏模毛細管對水分的吸附,漿料遂固化在模內。空心注漿時,在模壁吸附漿料達要求厚度時,還需將多余漿料倒出。為減少坯體收縮量、應盡量使用高濃度漿料。

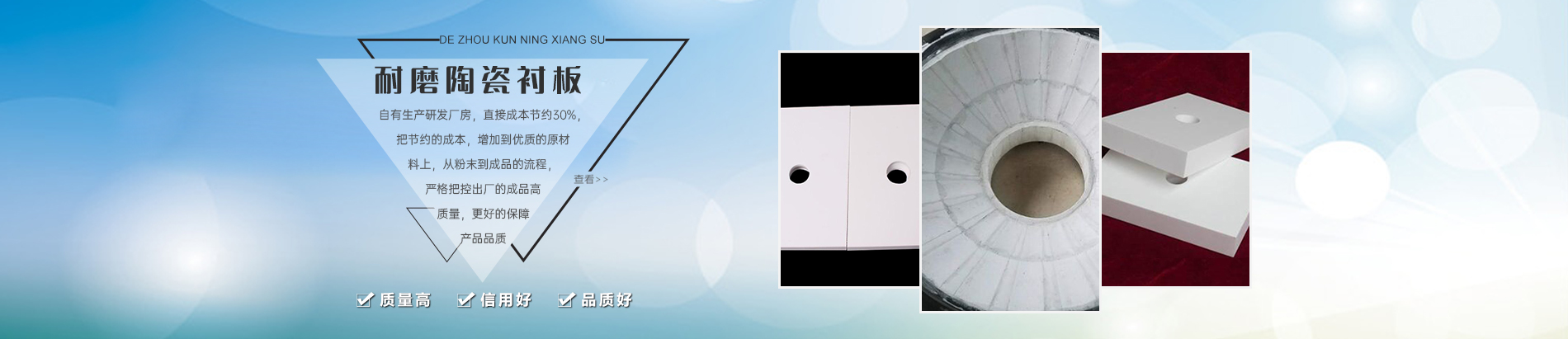
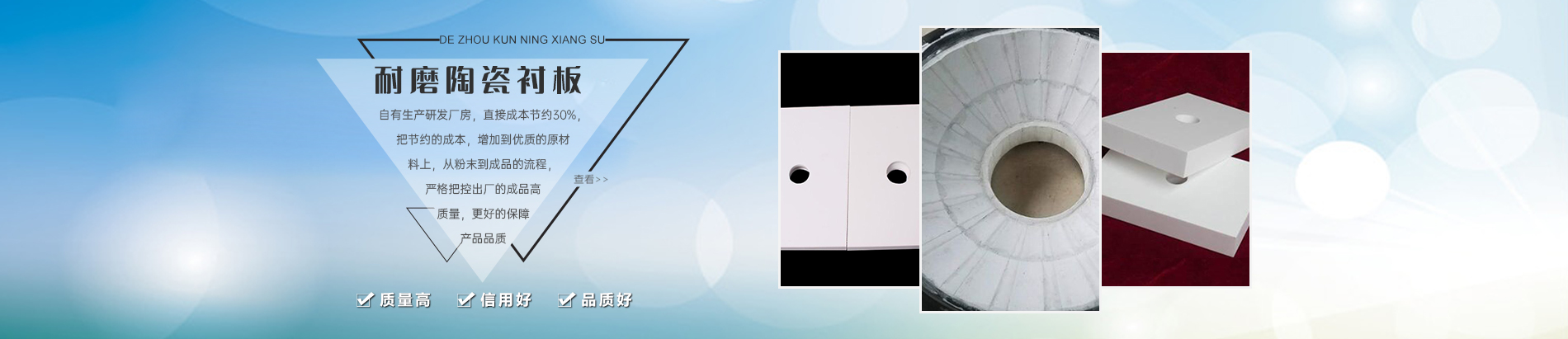
氧化鋁陶瓷目前分為高純型與普通型兩種。迄今為止,還沒有一種材料是完全惰性的物質,所以,相容性是相對的,氧化鋁陶瓷目前分為高純型與普通型兩種。高純型氧化鋁陶瓷系Al2O3含量在99.9%以上的陶瓷材料。普通型氧化鋁陶瓷系按Al2O3含量不同分為99瓷、95瓷、90瓷、85瓷等品種,有時Al2O3含量在80%或75%者也劃為普通氧化鋁陶瓷系列。其中99氧化鋁瓷材料用于制作高溫坩堝、耐火爐管及特殊耐磨材料,如陶瓷軸承、陶瓷密封件及水閥片等;95氧化鋁瓷主要用作耐腐蝕、耐磨部件。



 在線客服
在線客服 13953496510
13953496510 1215705481@qq.com
1215705481@qq.com


