







氧化鋁陶瓷制品成型方法有干壓、注漿、擠壓、冷等靜壓、注射、流延、熱壓與熱等靜壓成型等多種方法。近幾年來國內外又開發出壓濾成型、直接凝固注模成型、凝膠注成型、離心注漿成型與固體自由成型等成型技術方法。氧化鋁陶瓷常見的增韌方法主要有顆粒彌散增韌、相變增韌、晶須增韌、原位生長增韌、復合協同增韌等方式。不同的產品形狀、尺寸、復雜造型與精度的產品需要不同的成型方法,歡迎與我們合作,我們將竭誠為您服務,如果有什么疑問歡迎前來咨詢

將顆粒狀陶瓷坯體致密化并形成固體材料的技術方法叫燒結。燒結即將坯體內顆粒間空洞排除,將少量氣體及雜質有機物排除,使顆粒之間相互生長結合,形成新的物質的方法。燒成使用的加熱裝置廣泛使用電爐。除了常壓燒結,即無壓燒結外,還有熱壓燒結及熱等靜壓燒結等。耐磨陶瓷片彎頭是采用獨特的耐溫粘力強的膠將氧化鋁陶瓷片粘貼在彎頭內壁,解決了火電、冶金、鋼鐵、水泥等行業輸料彎頭部分磨損嚴重的問題,同時采用Q235彎頭和耐磨陶瓷片粘貼綜合解決的方法,便于快速更換和施工。連續熱壓燒結雖然提高產量,但設備和模具費用太高,此外由于屬軸向受熱,制品長度受到限制。熱等靜壓燒成采用高溫高壓氣體作壓力傳遞介質,具有各向均勻受熱之優點
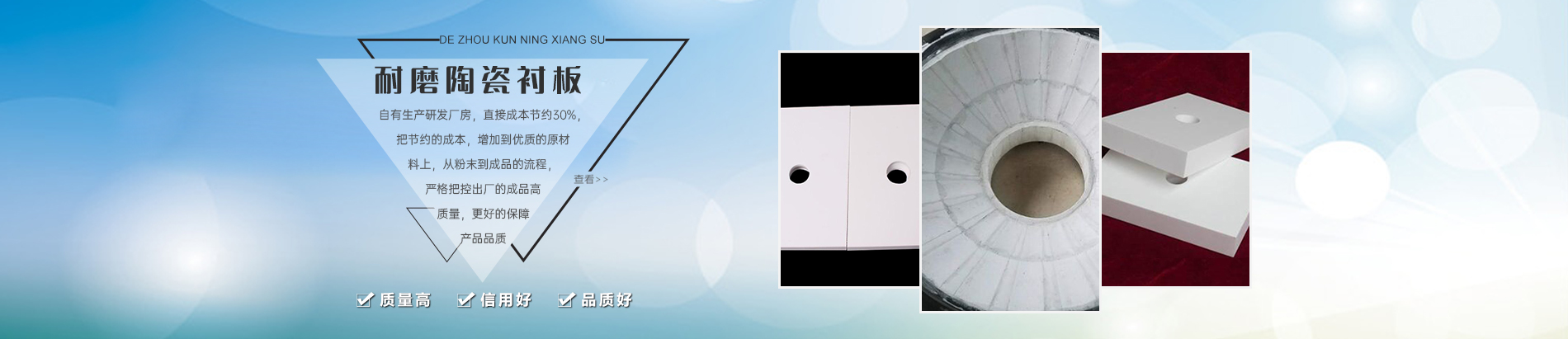
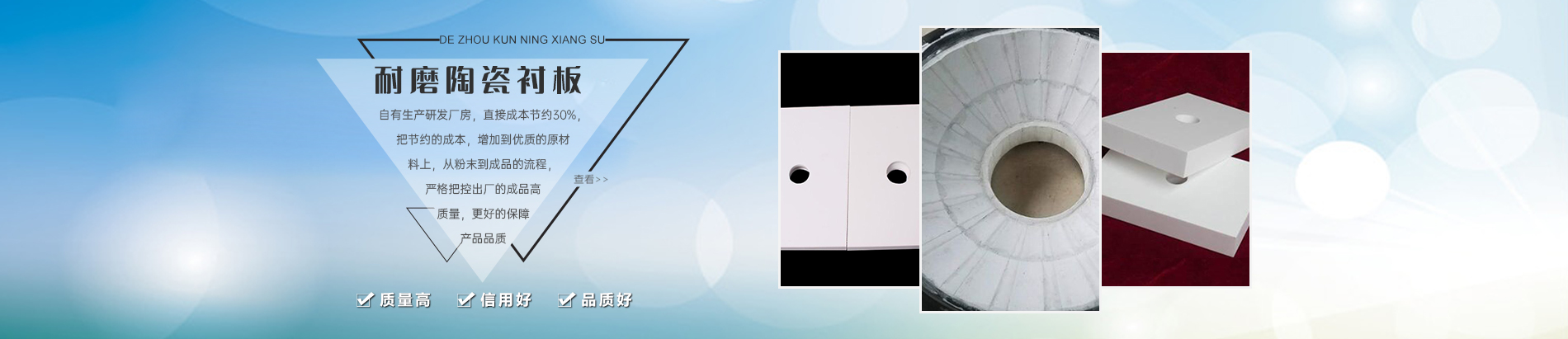
焊接型耐磨陶瓷是通過膠粘和焊接雙重固定的方式,將耐磨陶瓷安裝在設備表面,大大拓展了耐磨陶瓷的應用范圍。適用于溫度高、沖擊大等惡劣工況下氣力輸送系統的設備防磨,高耐高溫可達800℃,粘貼型耐磨陶瓷產品是將耐磨陶瓷用耐高溫無機有機粘合劑直接粘貼在設備內壁,適應于系統設備防磨,如旋風筒、選粉機、除塵管道、煤粉管道等,在高溫環境(300℃)下長期運行不老化,不脫落,產品硬度大,耐磨損,可延長設備管道使用壽命8-10倍。氧化鋁耐磨陶瓷干壓成型技術僅限于形狀單純且內壁厚度超過1mm,長度與直徑之比不大于4∶1的物件。



 在線客服
在線客服 13953496510
13953496510 1215705481@qq.com
1215705481@qq.com


