







氧化鋁耐磨陶瓷干壓成型技術僅限于形狀單純且內壁厚度超過1mm,長度與直徑之比不大于4∶1的物件。成型方法有單軸向或雙向。壓機有液壓式、機械式兩種,可呈半自動或全自動成型方式。壓機較大壓力為200Mpa。產量每分鐘可達15~50件。由于液壓式壓機沖程壓力均勻,故在粉料充填有差異時壓制件高度不同。而機械式壓機施加壓力大小因粉體充填多少而變化,易導致燒結后尺寸收縮產生差異,影響產品質量。氧化鋁陶瓷耐磨板是一種結合了氧化鋁陶瓷及耐磨陶瓷兩者的優點,因此氧化鋁陶瓷耐磨板具有良好的性能特點。
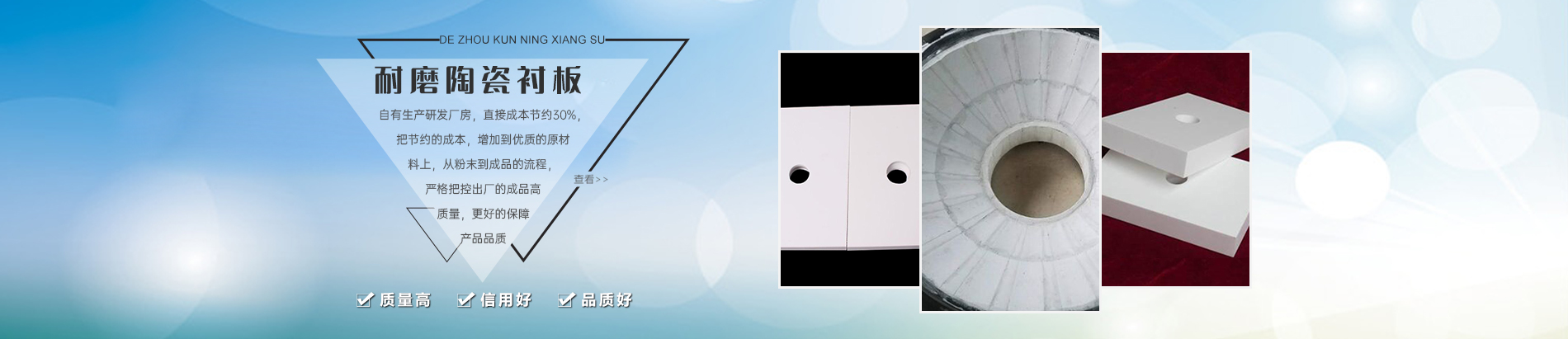
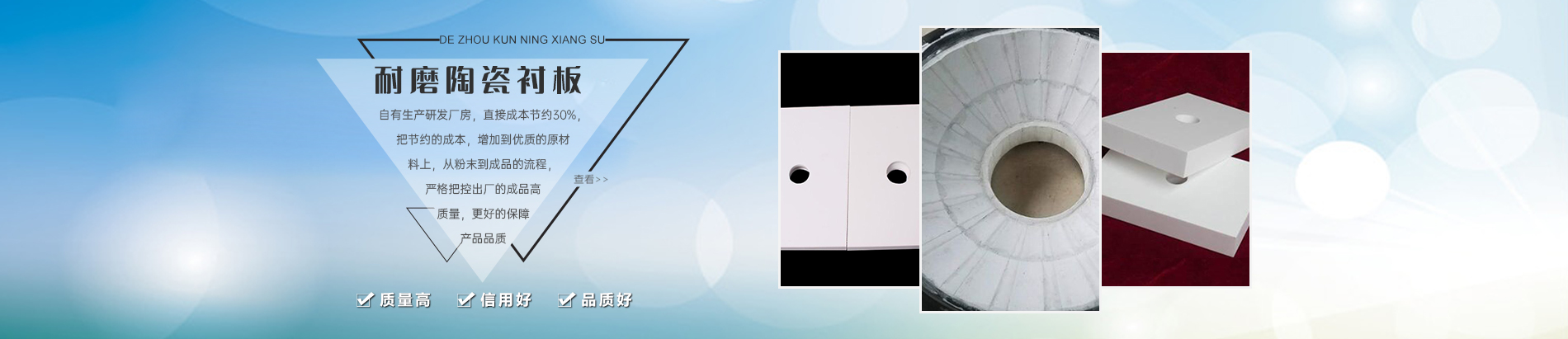
氧化鋁耐磨陶瓷的產品特點:
1、耐磨、防磨超1強,長期防磨損。氧化鋁陶瓷的耐磨性相當于錳鋼的266倍。
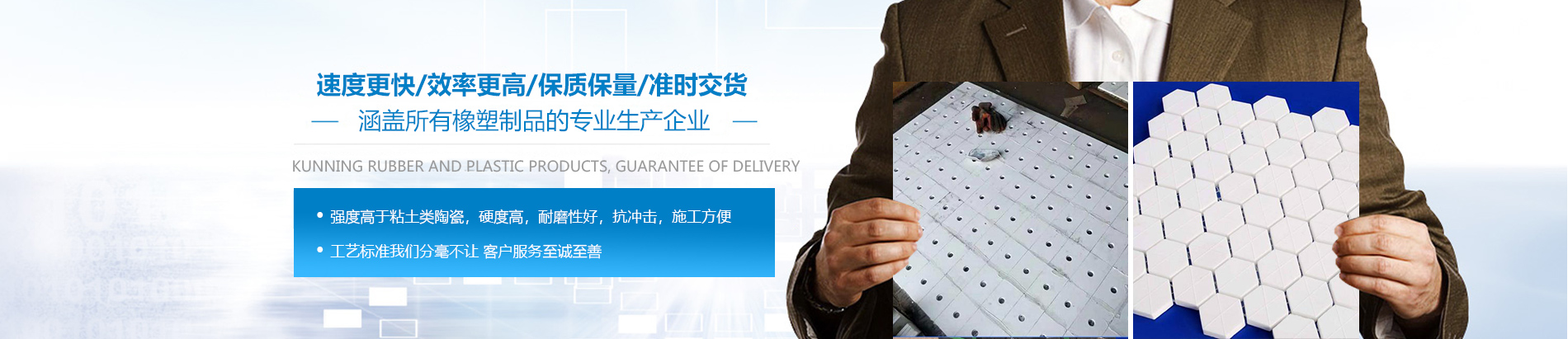
2、內襯陶瓷強度高、硬度高、重量輕。剛玉陶瓷洛氏硬度為HRA80-85,遠高于耐磨鋼和不銹鋼。密度為鋼鐵的一半,重量僅為耐磨鋼管的1/3,便于安裝和更換。
3、裝貼牢固,耐熱性、耐腐蝕好。采用耐高溫的無機粘合劑裝貼在彎頭內壁。陶瓷屬于無機材料,不發生氧化銹蝕,耐酸堿腐蝕。
4、內壁光滑、不靜電、不堵粉料。
添加造孔劑法是一種簡單、經濟的制備高孔隙率多孔陶瓷的方法,該工藝在生坯制備過程中加入固態造孔劑,然后通過燒結去除造孔劑留下氣孔。添加造孔劑法制備多孔氧化鋁陶瓷的關鍵在于造孔劑的種類和數量,其次是造孔劑粒徑大小。添加造孔劑的目的在于提高材料的氣孔率,因此要求其不能與基體反應,同時在加熱過程中易于排除且排除后無有害殘留物質。常用的造孔劑分為有機造孔劑和無機造孔劑兩大類。氧化鋁耐磨陶瓷是以氧化鋁為主要原料,以稀有金屬氧化物為助熔劑,高壓成型后經一千七百度高溫燒結而成的特種剛玉陶瓷。

氧化鋁耐磨陶瓷是一種以氧化鋁(AL2O3)為主體的材料,用于厚膜集成電路。氧化鋁耐磨陶瓷是一種以氧化鋁(AL2O3)為主體的材料,用于 厚膜集成電路。氧化鋁耐磨陶瓷有較好的傳導性、機械強度和耐高溫性,氧化鋁耐磨陶瓷干壓成型技術僅限于形狀單純且內壁厚度超過1mm,長度與直徑之比不大于4∶1的物件。成型方法有單軸向或雙向。壓機有液壓式、機械式兩種,可呈半自動或全自動成型方式。氧化鋁陶瓷的耐熱性,具有熱膨脹系數小,機械強度大,熱傳導率好等特點。



 在線客服
在線客服 13953496510
13953496510 1215705481@qq.com
1215705481@qq.com


